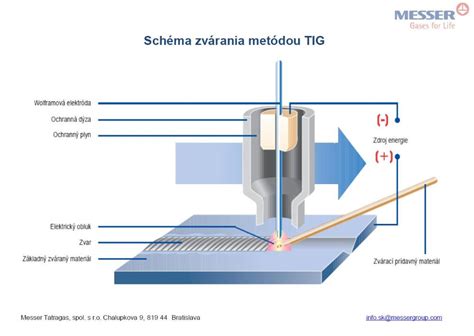
V oblasti pokročilých výrobných technológií dochádza k neustálemu vývoju nových metód spájania materiálov, ktoré umožňujú vytvárať spoje s vynikajúcimi vlastnosťami a rozšírenými aplikačnými možnosťami. Jednou z takýchto inovatívnych technológií je hybridné laserové spájkovanie, ktoré kombinuje výhody laserového zvárania a zvárania v ochrannej atmosfére.
Táto metóda nachádza uplatnenie najmä pri výrobe lodí, automobilov a koľajových vozidiel. Vďaka kombinácii výhod sa pomocou hybridnej technológie vyhnete nevýhodám, ktoré jednotlivé metódy so sebou prinášajú. Pri tejto metóde predbežný laserový lúč najprv zohreje povrch obrobku na teplotu odparovania, čím vznikne hlboký a úzky závar.
Laserové spájkovanie alebo laserové zváranie spojov na strechách, dverách a zadných dverách vozidiel sa stalo celosvetovo rozšíreným štandardom pri výrobe karosérií. Na takéto spájanie sa zvyčajne používa laserová optika s taktilným (dotykovým) navádzaním spojov. Tie využívajú hrot drôtu ako dotykový senzor na udržiavanie polohy laserového lúča na spojovacej hrane. Vďaka bočnému a osovému nastaveniu sú poloha a veľkosť laserového bodu vždy neustále zarovnané s hrotom drôtu, čo umožňuje vysokokvalitné zváranie alebo spájkovanie pri vysokých rýchlostiach spájania.
Pokročilé keramické materiály a ich spracovanie
Keramické materiály sú definované ako anorganický kryštalický materiál, zložený z kovu a nekovu. Sú pevné, inertné, krehké, tvrdé, silné v stlačení a slabé v strihu a ťahu. Odolávajú chemickej erózii kyslého alebo žieravého prostredia a sú vysoko odolné voči teplotám. Vďaka týmto výnimočným vlastnostiam je keramika široko používaná pre priemyselné aplikácie, ako sú povlaky, polovodiče, disky a optické obvody.
Pokročilé kompozitné keramické materiály na báze karbidu kremičitého (SiC) sú považované za jedny z najdôležitejších konštrukčných keramických materiálov pre jadrový a vesmírny priemysel. Je to najmä vďaka ich nízkej hustote, výborným mechanickým vlastnostiam aj pri vysokých teplotách a odolnosti voči žiareniu. Nakoľko je výroba veľkých rozmerov a komplexných tvarov z týchto materiálov veľmi náročná, vedci a vedkyne sa venujú vývoju inovatívnych spôsobov ich spájania.
Pre bežné aplikácie je vhodný CO₂ laser, najmä pri sklenených výrobkoch. Ak je potrebné značiť keramické diely, volí sa buď vláknový laser s vyšším výkonom alebo pulzný UV laser, podľa materiálu. Pre porcelán a dlaždice je štandardom CO₂, ktorý odstráni glazúru a tým sa ukáže iný odtieň. Pri skle sa CO₂ laser nastavuje tak, aby spôsobil prasklinky, ale neroztavil sklo príliš. Pri keramike sa používa CO₂ laser s vysokým výkonom, ktorý môže glazúru rovno odpariť. Pri svetlej technickej keramike tvorí vláknový laser jemne nažltlý alebo sivý popis, ale musí pracovať vo vysokej energii.
Ultrafialový laser je veľmi vhodný na označovanie povrchu skla, výrobu vzorov a môže dosiahnuť ultra jemnú výrobu. Ultrafialové laserové značenie na kompenzáciu presnosti spracovania v minulosti nie je vysoké, problémy s mapovaním, poškodenie obrobku, znečistenie životného prostredia a ďalšie nedostatky, vďaka svojim jedinečným výhodám spracovania sa stali novým favoritom spracovania sklenených výrobkov.
Pri značení skla či keramiky laserom hrozí zníženie pevnosti. Mikrotrhlinky v materiáli môžu pri mechanickom namáhaní spôsobiť praskanie. Technológia výroby lasera spočíva vo vysokej energii lasera a fyzikálnej interakcii medzi materiálom, splyňovaním materiálu, abláciou, modifikáciou atď., aby sa dosiahol účinok spracovania materiálu.
Ultrazvukové dispergátory sú osvedčenou a vysoko účinnou technológiou na formuláciu a spracovanie keramických suspenzií. Pri modernej výrobe keramiky kvalita a výkonnosť konečného výrobku vo veľkej miere závisí od homogenity, stability a distribúcie veľkosti častíc suspenzie. Ultrazvukové dispergátory vytvárajú v kvapalnom médiu intenzívnu kavitáciu. Implózia mikroskopických kavitačných bublín vytvára lokalizované vysoké strihové sily, ktoré účinne zmáčajú povrch častíc, rozbíjajú aglomeráty a rovnomerne rozdeľujú častice v celej suspenzii.
Priemyselné ultrazvukové systémy dokážu kontinuálne spracovávať veľké objemy keramických suspenzií, vďaka čomu sú ideálne pre aplikácie, ako je odlievanie pások, keramické nátery, technická keramika, elektronická keramika a konštrukčné keramické kompozity.
Ultrazvuk je osvedčená technika na spoľahlivé spracovanie keramických suspenzií a kompozitov. Ponorný homogenizátor je vysokoenergetické miešacie zariadenie, v ktorom je sonda alebo sonotróda ponorená priamo do kvapaliny alebo suspenzie, aby pôsobila intenzívnymi mechanickými alebo ultrazvukovými silami. Tieto sily vytvárajú strih, turbulenciu alebo kavitáciu, ktoré rozbíjajú aglomeráty, zmenšujú veľkosť častíc a vytvárajú homogénnu a stabilnú disperziu v spracovávanom objeme.
Hybridné laserové a ultrazvukové spájkovanie
Proces povlakovania keramických materiálov spájkovateľnými povlakmi, ktoré je potom možné spájkovať bežnými spájkami v ochrannej atmosfére alebo s použitím vysokokorozívneho taviva, je technologicky, ekonomicky a environmentálne náročný. Tento finančne a technologicky náročný proces je možné nahradiť spájkovaním aktívnou spájkou vysokoteplotnou aktiváciou vo vákuu alebo vnesením ultrazvukových vibrácií do roztavenej spájky mierne nad teplotou jej tavenia.
Aktívny prvok je dôležitou súčasťou spájky, pretože zabezpečuje zmáčavosť a vznik väzby medzi kovovou spájkou a keramickým materiálom bez potreby povlakovania. Navyše sa týmto spôsobom znižuje čas potrebný na vyhotovenie spojov, zlepšuje sa hygiena pracovného prostredia a zlepšuje sa ekonomika výroby spájkovaných spojov.
Spájkovacia zliatina podľa technického riešenia je aktívna spájka, ktorá dokáže priamo zmáčať široký rozsah rôznych materiálov v elektronike, ako sú kovy (Cu, Al, Ni a pod.), nekovy (Si, Ge, grafit a pod.), keramické materiály (AúO3, AlN, SiC, SÍ3N4, AlN a pod.) či kompozitné materiály s kovovou alebo keramickou matricou.
Spájkovacia zliatina podľa technického riešenia je založená na báze cínu, obsahuje aktívny prvok skandium a môže ďalej obsahovať ako legúru striebro. Striebro zlepšuje najmä mechanické vlastnosti, ako je pevnosť v ťahu spájky a šmyková pevnosť spájkovaných spojov. Ďalej zlepšuje spájkovacie vlastnosti najmä pri spájkovaní kovových materiálov, zlepšuje tiež elektrickú vodivosť a korózne vlastnosti spájkovacej zliatiny.
Skandium je aktívny kov, ktorý zabezpečuje zmáčavosť ťažko spájkovateľných materiálov. V procese spájkovania aktívny kov spájky Sc reaguje s povrchom spájkovaného substrátu, čo zabezpečuje zmáčavosť a následne vznik pevnej väzby.
Zloženie a vlastnosti aktívnej spájkovacej zliatiny
Aktívna spájkovacia zliatina na spájkovanie kovových, nekovových, keramických a kompozitných materiálov pri teplotách od 225 do 280 °C obsahuje skandium v množstve od 0,1 až 3 hmotn. %. Zvyšok do 100 % je cín. Aktívna spájkovacia zliatina môže obsahovať aj striebro v množstve 1,5 až 6 hmotn. % a meď v množstve od 0,1 do 1 hmotn. %.
Spájkovacia zliatina na spájkovanie kovových, nekovových, keramických a kompozitných materiálov pri teplotách v rozsahu od 225 do 280 °C podľa technického riešenia obsahuje cín v množstve 97 až 99,9 hmotn. % a aktívny prvok skandium v množstve 0,1 až 3 hmotn. %. V ďalšom uskutočnení spájkovacia zliatina môže obsahovať aj aktívny prvok striebro. V tomto prípade je zloženie spájkovacej zliatiny: cín v množstve 91 až 98,4 hmotn. %, skandium v množstve 0,1 až 3 hmotn. % a striebro v množstve 1,5 až 6 hmotn. %. V ďalšom uskutočnení môže spájkovacia zliatina obsahovať aj meď. V tomto prípade je zloženie spájkovacej zliatiny: cín v množstve 90 až 98,3 hmotn. %, skandium v množstve 0,1 až 3 hmotn. %, striebro v množstve 1,5 až 6 hmotn. % a meď v množstve od 0,1 do 1 hmotn. %.
| Zložka | Rozsah obsahu (hmotn. %) |
|---|---|
| Cín (Sn) | 90 - 99,9 |
| Skandium (Sc) | 0,1 - 3 |
| Striebro (Ag) | 1,5 - 6 |
| Meď (Cu) | 0,1 - 1 |
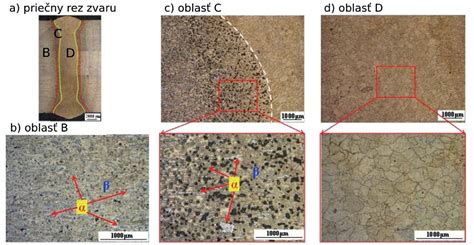
Priemerná šmyková pevnosť spojov bola od 16 do 39 MPa. Ukázala sa výhodná spájkovateľnosť navrhnutej spájkovacej zliatiny Sn-Sc a Sn-Ag-Sc pre rôzne typy materiálov.
Ako stvoriť anjela2
tags: #pajkovanie #keramickych #materialov #hybridnym #sposobom #laser